Missão Malásia - segunda parte#
Aventura profissional na Malásia em fotografias comentadas#
Missão a Solo#
Com tudo a correr pelo melhor desde maio que já era ponto assente que a aventura continuaria com mais uma missão, e muito do trabalho a partir daí foi já em preparação deste segundo passo. Em Setembro terminadas as férias voltava à CPA na suíça para receber instruções e iniciar a segunda missão.
A produção tinha sido validada pelo cliente final e tínhamos uma encomenda de 32 unidades de 500SDB6 -MaxEdge a produzir até ao fim do primeiro semestre de 2011.
Em paralelo teria de preparar a produção para a montagem de outro quadro elétrico, desta vez para a máquina 500SDB5 . O B5 era um quadro elétrico que eu conhecia bem. Tinha começado a trabalhar na empresa em 2007 e a minha primeira tarefa foi precisamente cablar a placa de comando para o quadro B5.
O grande desafio desta segunda missão era o facto de ir assumir a gestão das operações. O regresso à Malásia seria sozinho. Iria acumular a gestão das operações com a gestão da produção.
Os objetivos da missão eram:
Como primeiro objetivo teria de criar a capacidade de ter produção em simultâneo de dois quadros elétricos com possibilidade de acelerar a produção de cada um deles de forma independente.
Com a produção validada entravamos na cadeia de fornecedores do nosso cliente final, a AMAT - Applied Materials, que tinha critérios e padrões de qualidade muito elevados. Estava prevista uma primeira auditoria em breve e receber luz verde de plena produção era o segundo objetivo.
Do lado da produção teria de cumprir o planeamento para a produção de todos os 32 pares quadros MaxEdge e continuar a garantir o apoio técnico ao cliente, a Stoppani.
Do lado das operações tinha de criar cenários alternativos, quer para duplicar a produção quer para reduzir para metade. Em ambos os produtos. Teria de ser versátil.
O sistema creform#
O sistema creform revelou-se essencial no desenvolvimento de mobiliário, com a enorme versatilidade e sobretudo a reutilização de componentes que nos permitia continuar a desenvolver novos projetos e sempre a melhorar o mobiliário de produção.


Quadro elétrico 500SDB5#
Esta aventura foi despoletada pela 500SDB6. Chamada de MaxEdge a nova máquina da AMAT prometia o corte de lingotes de sílicio nas “wafers” com velocidade e qualidade muitissimo superior à 500SDB5. A promessa parecia não ter sido completamente cumprida e a procura pela máquina 500SDB5 continuava.
Nesta segunda missão teria de preparar a nossa produção para começar a montagem do quadro elétrico 500SDB5 ou simplesmente B5.
Outubro#
A produção de quadros para a MaxEdge continuava e estávamos com um stock que nos permitiria responder a um eventual aumento de produção e que me permitia focar na nova linha de produção para o quadro da B5.

O primeiro desafio foi atravessar outra vez o caminho da burocracia da importação de componentes para um novo produto. Estávamos dentro da FIZ- Free Industrial Zone, que de uma forma simples nos colocava dentro da zona anexa à alfandega do aeroporto, e que nos permitia vender e “exportar” para outro cliente também dentro da FIZ sem sair da zona alfandegaria. O processo de autorização para a importação de componentes era complexo com listas de material classificadas por tipos e códigos de importação. Tinha assistido o Silvan em março de 2010 com o processo de importação para a B6. Agora era eu a organizar todo o processo.
Com isto ultrapassado tive de me concentrar na gestão e sobretudo na organização do stock. Até ali todos os componentes eram para o mesmo único produto final. Agora haveria componentes para dois quadros elétricos diferentes com duas linhas de produção diferentes.
Era necessário reforçar a equipa com novos colaboradores. Foi todo um novo processo, através de um novo anúncio, selecão de candidatos e marcação das entrevistas de trabalho.
Veio novamente uma equipa da suíça com dois cabladores para ajudar na formação. Era necessário reforçar a equipa com novos colaboradores.

Armário elétrico 500SDB5#
Chegava o carregamento com material para produzir dois quadros elétricos B5.
O desafio seguinte seria criar uma nova linha do novo processo, para produção em paralelo de ambos os modelos de quadros elétricos.


Fevereiro 2011#
- Obras expansão
Conseguíamos mais alguns metros de produção e uma nova entrada com área para cacifos e vestiário.
Em fevereiro terminava a expansão com a remoção da parede interna.
A produção de MaxEge continua, e por trás a montagem do primeiro quadro B5.


Do lado direito a cablagem de três placas de comando. As duas da esquerda são placas da MaxEdge e, a da direita é da B5. Implementava-se a produção em paralelo.
Abril 2011#
Tinha passado um ano na Malásia. A CPA Technology completava o primeiro aniversário e a equipa tinha crescido.


Segunda expansão, muda-se o office para a sala de reuniões que desaparece. Temos a área de produção maximizada.




Produção em simultâneo de quadros diferentes. De um lado Maxedge, do outro lado B5.


Formação SSQA AMAT Singapore#
Standardized Supplier Quality Assessment#
No principio do ano, tinha recebido a primeira visita do cliente. Foram definidas áreas de intervenção e estabeleceu-se um roadmap a 6 e 12 meses. Tínhamos autorização para produzir e fornecer o quadro elétrico, mas teria de haver um responsável pela qualidade no local com formação dada pelo cliente. Em Abril fui a Singapura receber uma formação (SSQA - Standardized Supplier Quality Assessment) dada pela AMAT. Assumia também a gestão da qualidade.
company dinner#


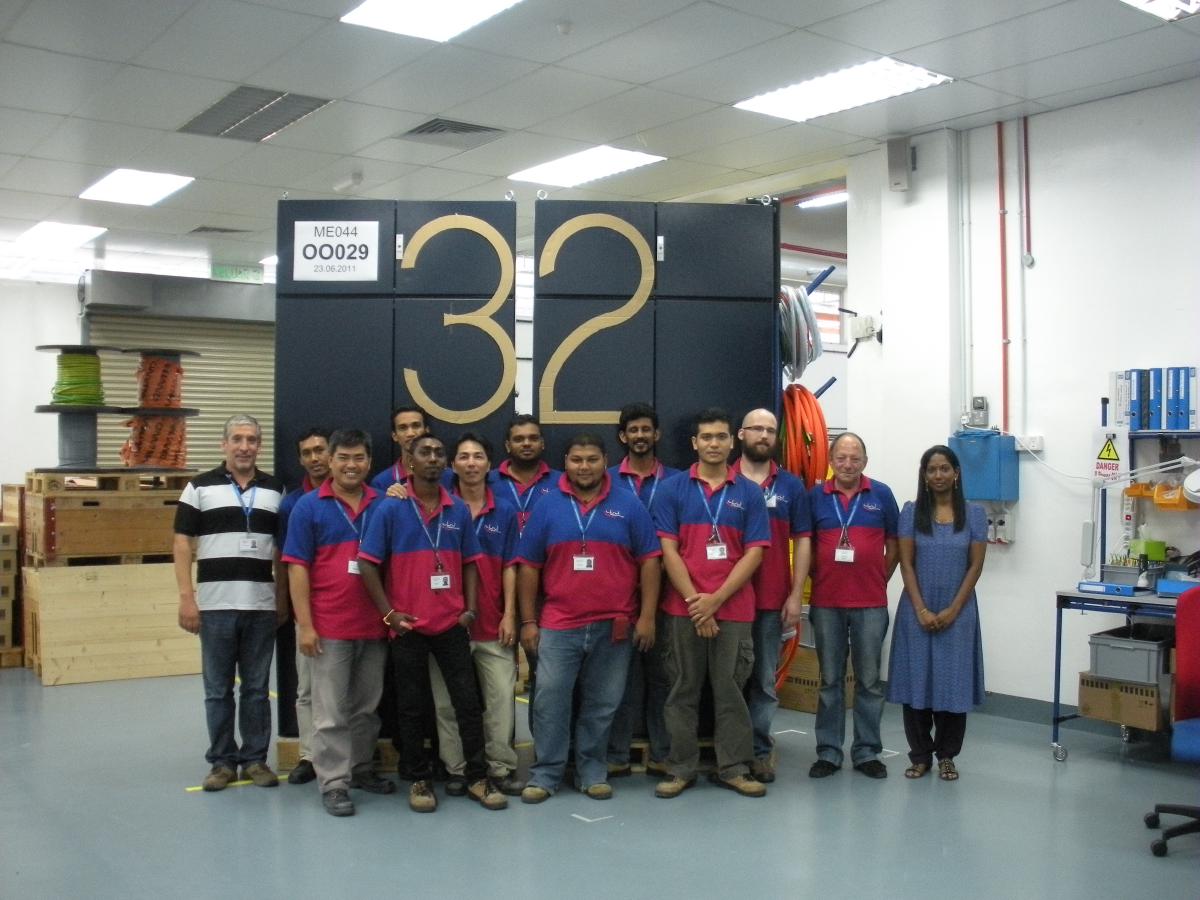
32ª Máquina – Produção de MaxEdge completa#
A final de junho terminava a produção dos quadros elétricos para a MaxEdge, com a 32ª unidade produzida a 23/06/2011.

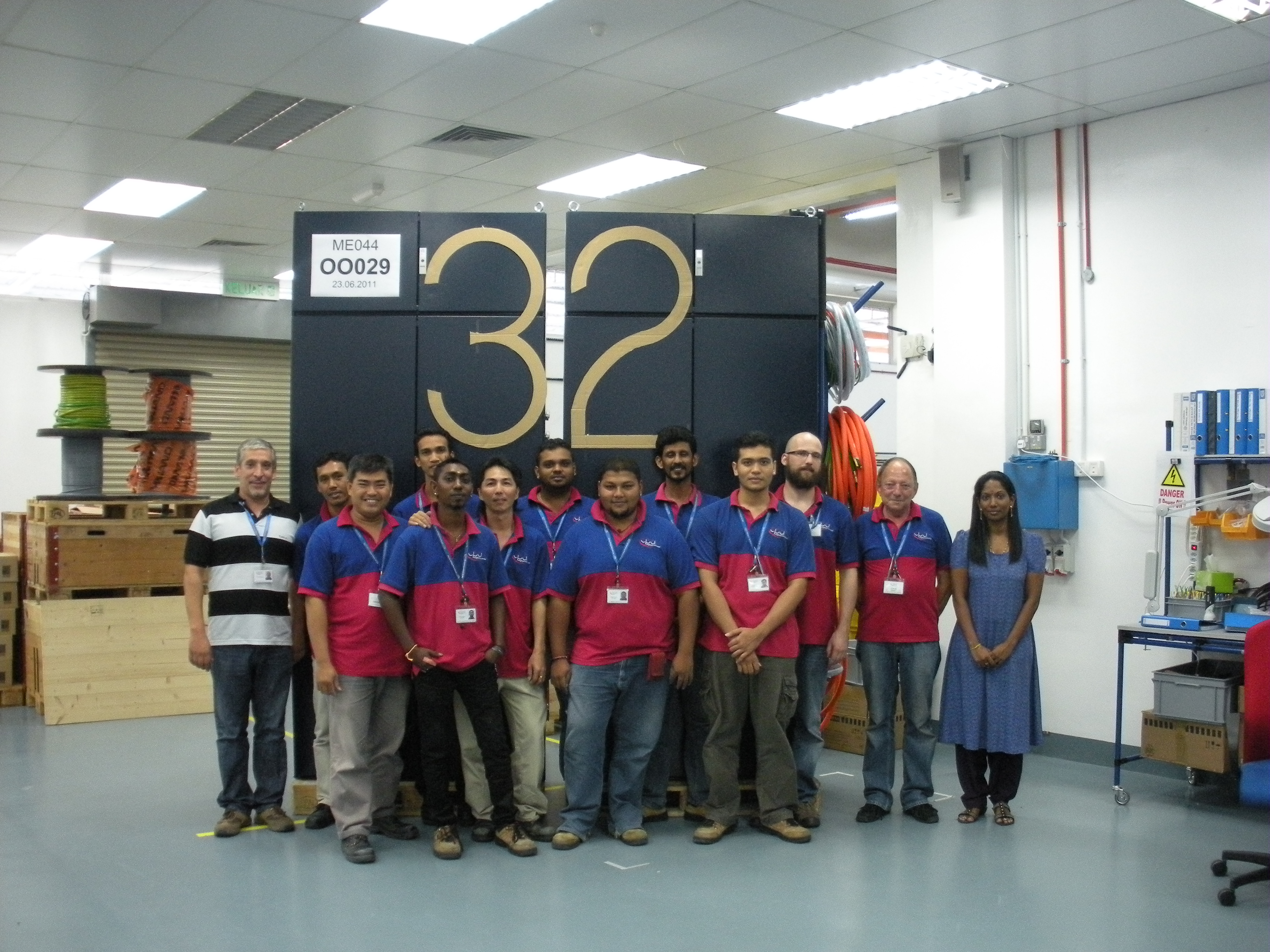
Fim da formação pelos técnicos suíços. Formação B5 concluída. Entrega da 32ª e última unidade MaxEdge.
Objetivos superados e fim de missão.

A produção de MaxEdges estava suspensa e o cliente convertia a sua área total para a produção de máquinas 500SDB5. Tempo de preparar a continuação.
