
Missão Malásia - o início#
Aventura profissional na Malásia em fotografias comentadas#
Nota
Estas fotos foram tiradas em contexto laboral e algumas continham à data informação sensível que não permitiam a sua divulgação ao abrigo de um acordo de não-divulgação. Passado dez anos e o produto fora do mercado, partilho pela primeira vez algumas fotos para documentar a minha aprendizagem nesta experiência profissional
Introdução#
Missão:
Montar um local de produção na Malásia capaz de produzir quadros elétricos com o mesmo rigor e qualidade do que aqueles produzidos na Suíça.
Em final de janeiro de 2010 fui selecionado para em conjunto com um colega, o Silvan Muller, desempenhar uma nova função: Partir para a Malásia onde, junto das instalações do nosso cliente iríamos montar e arrancar uma zona de produção capaz de produzir um quadro elétrico, o 500SDB6, com o mesmo rigor e qualidade do que aquele que era produzido na Suíça.
O cliente da empresa, tinha começado a produzir na Malásia, e seria vantajoso e benéfico para todos, se a nossa empresa acompanhasse esta deslocalização para a Ásia.
Numa pequena área adjacente às instalações do cliente, em plena FIZ (free industrial zone) de Penang, onde grandes empresas tecnológicas populavam por todo o lado, tínhamos como desafio implementar e arrancar com uma unidade de produção de quadros elétricos que iria alimentar diretamente a produção da máquina do cliente.

Na Malásia estaria o futuro local de produção. Toda a máquina suporte, incluindo a logística, o stock e as compras seria gerida na Suíça.
O Silvan como chefe de operações e meu chefe direto ocupar-se-ia da gestão com a suíça e com o cliente, dos RH e procedimentos administrativos locais. Eu seria o responsável pela produção.
Teria de:
Definir o layout da área de produção e implementar zonas de trabalho para diversas operações de montagem.
Criar em creform mobiliário necessário nas zonas de trabalho.
Treinar e formar os colaboradores locais de forma a estarem aptos a executar a montagem segundo o rigor e qualidade imposto pela empresa suíça.
A missão teria uma duração aproximada de 6 meses. O primeiro objetivo era o de construir um quadro de força e um quadro de comando, entregues para serem instalados, testados e validados pelo cliente. Seguido do objetivo de planear e gerir a montagem de forma a assegurar a produção de armários MaxEdge segundo a planificação e encomendas do cliente.
Além da óbvia vantagem de uma entrega direta sem logística e zero metros do cliente por ter a nossa produção de quadros elétricos na zona anexa à sua produção, outra grande vantagem era o suporte técnico no local. Deixava de ser necessário as videochamadas e eventual deslocação de um técnico que teria de vir da suíça se surgisse um problema que o justificasse.
Eu iria assegurar o suporte técnico e a garantia ao cliente sobre os quadros produzidos.
Tudo era novo e desafiante para todos. Para nós que partíamos para a Malásia e também para a empresa com esta expansão e toda a gestão e logística de uma primeira filial no estrangeiro.
MaxEdge#
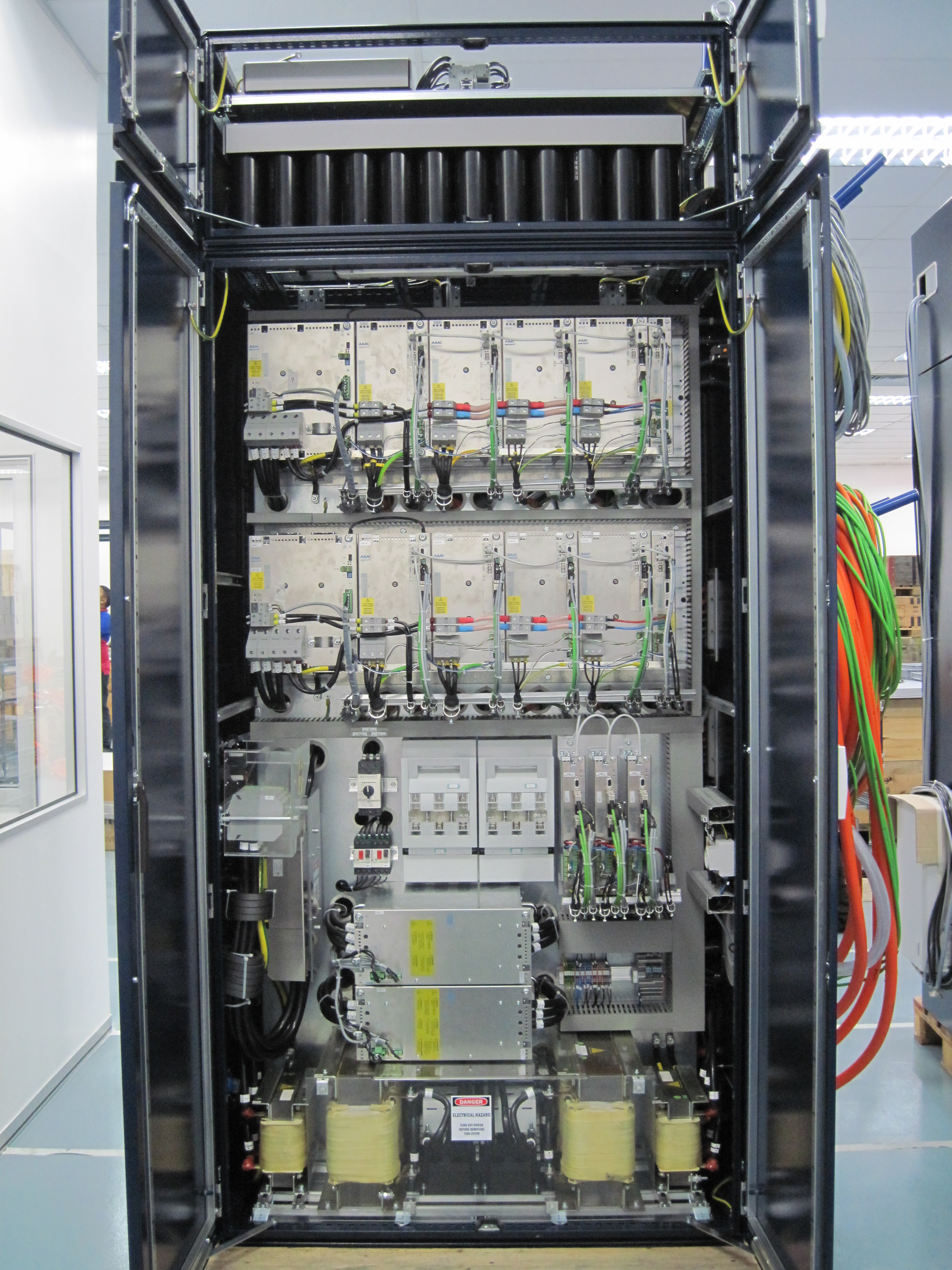
Nas fotos podemos ver os quadros elétricos da máquina 500SDB6 ou Maxedge. Do lado esquerdo o quadro elétrico da parte de comando, e do lado direito o quadro elétrico da parte da força.

Na fotografia abaixo podemos ver a MaxEdge em fase de montagem (produção do lado do cliente), onde se podem ver os quadros elétricos já instalados.

Jan / Fev 2010 – Preparação#
A viagem para a Malásia estava marcada para início de março.
O final de janeiro e o mês fevereiro foram ocupados com a elaboração de listas de material e listas de ferramentas e a processar tudo o que tinha de ser enviado para a Malásia.
Como kit inicial para o arranque, iria ser enviado para a Malásia todo o material necessário e pronto para construir duas unidades Maxedge. A primeira encomenda de creform completava o nosso kit de arranque.
Tivemos uma formação de creform, o material que seria usado para construir mobiliário de produção, junto do nosso cliente.
Tive uma formação do HMI da máquina e uma grande ajuda de toda a equipa de engenharia, com as ferramentas de software da empresa, para estar apto a diagnosticar e reparar na Malásia eventuais avarias.
Ver e sentir a produção, com um novo olhar. Ouvi pela primeira vez o conceito de LEAN, e a ver a produção como um conjunto de operações, tempos e cargas de operações.
Ouvi pela primeira vez o conceito de LEAN, e entrei num mundo de kamban, kaizen, 5S e contínuos improvement.
Sentir a produção como um conjunto de operações, tempos e cargas de operações.
Março 2010 -Chegada à ilha#


Com partida de Zurique às 21h40 do dia 01/03, chegamos a Penang na manhã do dia 2, onde o nosso diretor local nos esperava para nos levar à nossa “casa” em Penang.
Dia 3 fomos até ao local pela primeira vez. Estávamos lá. Prontos a começar.
As instalações eram limpas, iluminadas com controle de temperatura e humidade e acessos controlados.
Havia encomendas locais a tratar como o mobiliário do escritório e serviços a contratar como telefone e Internet.
Era preciso agilizar e resolver todo a documentação para desalfandegar o mais breve possível o nosso kit de arranque que tinha sido enviado.


A minha primeira missão consistia em:
ensinar e treinar os colaboradores locais a fazerem a cablagem e a montar os quadros elétricos
criar um processo de produção com áreas e operações definidas
criar mobiliário de produção para as áreas definidas
É desalfandegada a carga e chega finalment às instalações o kit de montagem kick-off

As últimas duas semanas na Suíça foram sobretudo a rever listas, e garantir que tudo o que tinha sido planeado e incluído no chamado kit de startup montagem estava empacotado e pronto a seguir no avião.
Incluía:
Todos os componentes para produzir dois conjuntos da Maxedge
Todo os cabos utilizados e todo o material de apoio à montagem, desde parafusos a abraçadeiras de fivela
Toda a ferramenta para realizar todas as operações (x12 sendo para 8 funcionários e 4 spares)
Todo o material, ferramenta, software e afins para realizar os testes aos quadros produzidos e, garantir a reparação de eventuais avarias
O kit da creform para construir o mobiliário


creform#
O nosso cliente e vizinho tinha todo o mobiliário de produção construído com o sistema creform e tinham uma vasta experiência com o creform. Em Fevereiro, o Silvan e eu tínhamos tido uma formação nas instalações do cliente em Neuenegg na Suiça, onde nos tinha sido apresentado o sistema creform e mostrado as possibilidades. Tínhamos ficado com uma ideia do sistema creform e com dezenas de ideias de projetos para a nossa área de produção. Agora começavamos a construir.
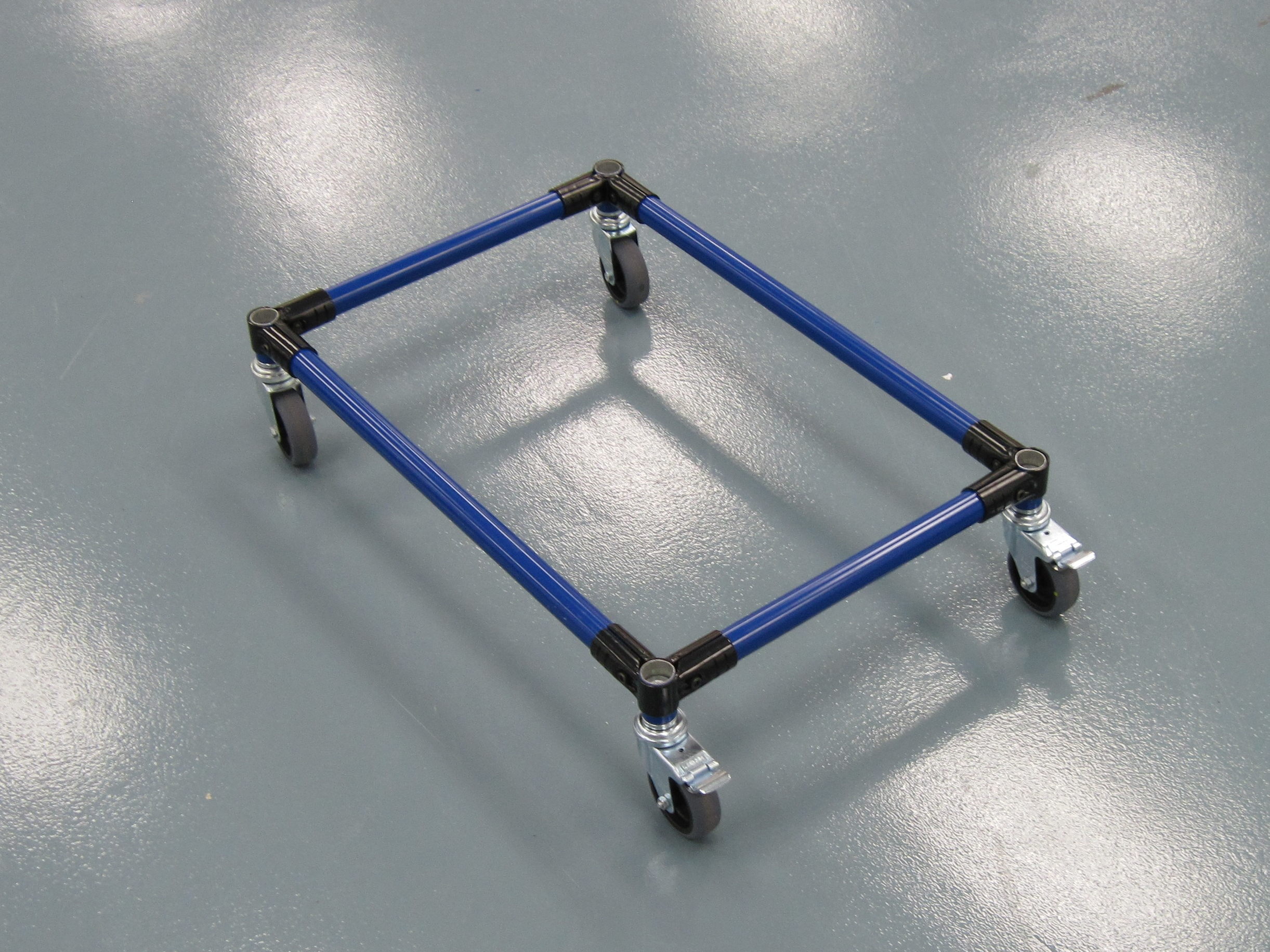
A primeira construção foi um simples carrinho para os contentores plásticos que iriam conter o material para as operações de montagem.
Ao final do dia e utilizando a serra do nosso vizinho cortávamos os tubos e iamos construindo estruturas para a produção.

Chegávamos ao fim do mês. De repente, num aparente ápice, estávamos ali há um mês.
Em abril, a equipa iria crescer e teríamos os primeiros colaboradores connosco, ambos por intermédio do nosso diretor local. Uma secretária administrativa para o office e um ajudante para a área de produção.
Tudo pronto para no próximo dia iniciar a formação ao novo funcionário ao começar a executar a operação inicial do processo de produção , que incluía a retirada de portas e laterais dos armários rittal.

Abril 2010 - Começa a produção#
Chegava ajuda com a parte administrativa e com a barreira da linguagem local. Na produção começava a ambientação ao nosso ambiente laboral e o contato com o material, com as ferramentas e com o manual de montagem.


O anúncio para envio de CV´s e entrevistas de trabalho

Era o arranque previsto. Começava o ciclo zero da produção . Começava a montagem!
Pela noite continuava-se a cortar tubos e a criar a estrutura necessária para a próxima operação.
Começávamos a montar carrinhos de material e a organizar o stock.


A produção continua com as áreas a começarem a ter uma forma com sentido e a permitir uma movimentação lógica e planeada.


Em cada área, uma operação específica, material separado e suficiente para completar e terminar a operação, e em cada área a ferramenta, instruções de montagem e funcionalidades necessárias para levar a bom termo o termino da operação.

Ao fundo a passagem para o nosso cliente, com tudo apagado. Fim do dia de trabalho. Nós seguiamos com a exploração do creform e surgia a nossa primeira bancada de trabalho.


Aproximava-se o final do mês. Tínhamos filtrado CV´s e terminado as entrevistas de trabalho. Em Maio chegariam os novos funcionários.

De uma forma simplista tinha organizado a zona com a operação inicial parcialmente terminada permitindo mostrar o início da operação, explicar o conceito e exemplificar o método implementado na produção. Foi o cenário escolhido para explicar o que se pretendia aos novos colaboradores, qual o trabalho que iriam executar e mostrar as ferramentas e utensílios que teriam para efetuar essas funções.
As duas placas de comando estavam com perfis e canais de cablagem, prontas a receber componentes. Noutra área na zona final de produção os dois quadros de força já semi-montados de forma a permitir ver o detalhe da montagem dos elementos e com alguns cabos já instalados como exemplo.


Pronto a receber formandos!
Maio 2010 – Treino e formação#
dia 3 de maio, segunda-feira chegam os novos funcionários, e começa a formação e a ambientação ao local de trabalho.






Chegava a primeira visita. Um chefe de projeto chegava da Suíça para ver o nosso progresso e acompanhar os nossos planos para os próximos passos.
Foram duas semanas de formação contínua e muito planeamento.
Muito excel, roadmaps, listas de tarefas e prioridades para gerir o flow das várias operações e etapas da produção.
Registo da formação dada em regime laboral. Matrizes de competências. Gestão dos colaboradores.
Stock local. Gestão do stock. Lista de faltas de material. Material danificado ou defeituoso. Relatórios de não conformidade. Zona de Quarentena.
Gestão de avarias e acidentes durante a produção. Deteção de erros. A organização do processo de teste final da unidade produzida.

Chegava novo carregamento. Material para 4 máquinas, stock de cabos e outros materiais para a produção. Carga por todo o lado.






Começava o ciclo de produção efetiva. Tempo de pôr à prova todo o planeamento e a forma como tinha sido implementado o processo de produção.

Tudo a postos para começar a produzir !


Chegavam dois colegas da Suíça para ajudar na formação do processo de cablagem e montagem do quadro elétrico.


Junho 2010 - Unidade pronta!#
Commissioning / Teste da primeira máquina.


Unidade pronta!#
Dia 17/06/2010 tinamos a primeira unidade produzida, testada e pronta a entregar

O primeiro objetivo estava alcançado e acabávamos de provar que a produção era viável.


No final de junho tínhamos uma equipa de nove elementos formada em diversas operações.
Terminava a ajuda na formação e os dois colegas regressavam à empresa na suíça.
Agosto 2010 – Missão completa#
Em agosto a produção continuava e tínhamos o stock cheio de unidades prontas a entregar.
A produção fluía dentro dos tempos, e o segundo objetivo era atingido em Julho como previsto.
Estava completa a missão. A estrutura estava montada e a funcionar e o mesmo se aplicava à produção.
O Silvan tinha terminada a sua missão. Já tinha saído para gozar férias e agora retornaria para eu também sair e regressar à Europa, ter um merecido descanso em Portugal e passar pela empresa na suíça para apresentar relatório final da missão e preparar o futuro.
A produção continuava e também continuavamos a criar mais e novas estruturas em creform

